
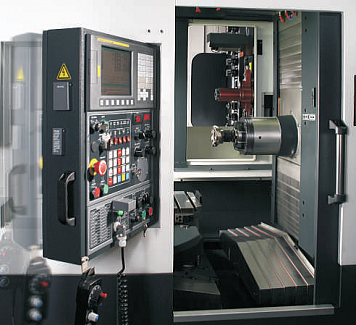
MCV-400



0 руб.
Добавить в корзинуВертикальные фрезерные обрабатывающие центры с ЧПУ производства корпорации ACE Micromatic Group (Индия), являющейся крупнейшим производителем металлообрабатывающего оборудования в Индии, ведущего свою производственную деятельность с 1979 года. Оборудование компании сертифицировано по европейским стандартам и рекомендовано к применению в любой области машиностроения, в том числе и в аэрокосмической промышленности. Клиентами компании ACE являются такие гиганты машиностроения как DMG, Honda, Toyota, 40% производственных площадок Индии оборудованы именно станками ACE Micromatic Group, что, несомненно, свидетельствует о его высоком качестве.
Данные станки предназначены для выполнения фрезерных, расточных, сверлильных и резьбонарезных операций обработки крупных деталей в вертикальном направлении. На станке можно успешно выполнять как черновые операции (в том числе и силовое фрезерование), так и чистовую обработку поверхностей, требующих высокую точность исполнения, изделий из различных материалов, в том числе и закаленной стали.
| Наименование | Ед. изм. | Величина |
| Обрабатывающая способность | ||
| Продольное перемещение стола (Ось Х) | мм | 600 |
| Поперечное перемещение стола (ось Y) | мм | 450 |
| Перемещение передней бабки (ось Z) | мм | 500 |
| Расстояние от поверхности торца шпинделя до верхней поверхности стола | мм | 175-675 |
| Высота стола от пола | мм | 925 |
| СТОЛ | ||
| Размер стола | мм×мм | 900 × 450 |
| Т-образный паз (кол-во × размер × ход) | 4 × 18 × 100 | |
| Макс. нагрузка на стол станд./опц. | кгс | 400 |
| ШПИНДЕЛЬ И ОСИ | ||
| Конус шпинделя | 7 / 24 № 40 | |
| Скорость шпинделя — станд. | об/мин | 60-6000 |
| Скорость шпинделя — опц. 1 | об/мин | 80-8000 |
| Скорость шпинделя — опц. 2 | об/мин | 100-10000 |
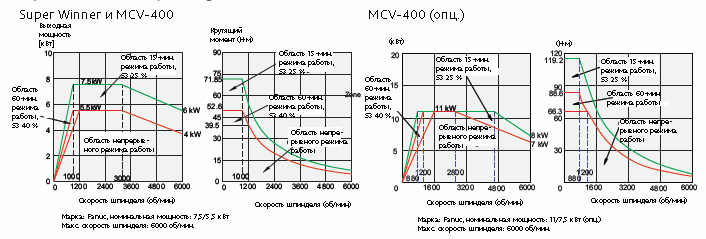
| Мощность шпинделя — станд. | кВт | 7,5/5,5 |
| Мощность шпинделя — опц. | кВт | 11/7,5 |
| Быстрое перемещение — X / Y / Z | м/мин | 30 / 30 / 30 |
| Скорость подачи | мм/мин | 1-10000 |
| Тип направляющих | линейные |
| Устройство автоматической смены инструмента | ||
| Система смены инструмента | Двухзахватная рука | |
| Емкость инструментального магазина — станд. / опц. | шт. | 20 / 24 / (30) |
| Штревель | DIN69872/ MAS‒403 | |
| Макс. диаметр инструмента, когда все гнезда заняты | мм | 80 / (75) |
| Макс. диаметр инструмента при свободных соседних гнездах | мм | 155/(125) |
| Макс. длина инструмента | мм | 250 |
| Макс. вес инструмента | кгс | 8 |
| Время от стружки до стружки | с | 4,8 |
| Тип хвостовика инструмента | BT‒40 | |
| Система ЧПУ станд. — FANUC | 0iMate MD/0iMD | |
| Опц.— Siemens | 828D | |
| Опц.— Mitsubishi | M70AVU/BVU | |
| Вес станка в базовой конфигурации | кгс | 5100 |
| Источник питания (станок в базовой комплектации) | кВА | 15 |
- Жесткое резьбонарезание
- Хвостовик инструмента: BT‒40
- Мощность шпинделя: 7,5/5,5 кВт
- Трехступенчатая лампа-индикатор
- Рабочее освещение
- Полное ограждение
- Бак для СОЖ и поддон для стружки
- Лазерная калибровка и измерение датчиком с шариковым наконечником
- 20-позиционное устройство АСИ с боковым расположением
- Панельный охладитель для электрошкафа
У всех станков конструктивные элементы выполнены из чугуна с мех. обработкой. Они обеспечивают поддержание встроенных точностных характеристик. Станки конструируются, изготавливаются, собираются и испытываются из расчета очень сложных условий эксплуатации.

Шпиндель — «сердце» обрабатывающего центра. AMS строго соблюдает технологию сборки и установки шпинделя на станок. Стандартным для MCV‒400 является хвостовик инструмента BT‒40, по желанию предоставляется HSK A63. До пробной мехобработки шпиндели проверяются на биение и вибрации.
При конструировании наших станков эргономике уделяется не меньшее внимание, чем функциональным аспектам. Учитываются такие моменты, как оптимальная высота загрузки заготовки, легкость доступа к шпинделю, простота удаления стружки, удобство в обслуживании и др. По желанию на станках устанавливаются элементы комплексного профилактического обслуживания (Total Productive Maintenance, TPM).

Характеристики геометрической точности станка подвергаются строгому контролю в целях соответствия высочайшим стандартам точности. Точность позиционирования и повторяемость проверяются с помощью прецизионной лазерной установки, а геометрические ошибки выявляют датчиком с шариковым измерительным наконечником. Высочайшая круглость обеспечивается посредством настройки параметров.

Стандартное АСИ — на 20позиций инструмента, по желанию — на 24/30позиций.

Поворотный стол предназначен главным образом для повышения производительности и сокращения числа наладок. Для станков рекомендует UCAM URH 201/251/321 или NIKKEN 180LFA/260FA /320FA. На станках возможны конфигурации с полностью синхронизированными 4й и 5й осью.



.JPG")
.JPG")