
MCH-800


Станки с перемещающейся колонной - это новое поколение горизонтальных обрабатывающих центров. Горизонтальные обрабатывающие центры с перемещающейся колонной имеют популярную конфигурацию, которая подходит под различные сферы назначения. Эти станки больше по размерам и могут выдержать большие нагрузки. Серия станков с подвижной колонной позволяет получить высокую точность в связи с сокращенным количеством перемещений обрабатываемых заготовок. Эта конфигурация обеспечивает высокую производительность и простоту интеграции в автоматизированную производственную линию с автоматическим интерфейсом, наличием которого и отличаются эти станки.
В серии MCH как индексируемый стол, так и устройство автоматической смены паллет входят в стандартную комплектацию.
| Ед. изм. | Величина | |
| Обрабатывающая способность | ||
| Продольное перемещение (Ось X) | мм | 1500 |
| Перемещение передней бабки (ось Y) | мм | 1100 |
| Поперечное перемещение (Ось Z) | мм | 1300 |
| Расстояние от центра шпинделя до стола/палеты | мм | 150-1250 |
| Расстояние от центра стола до поверхности шпинделя | мм | 150-1450 |
| Высота индексируемого стола от пола (станд.станок) | мм | 1250 |
| Наибольший диаметр устанавливаемого на палету изделия | мм | 1300 |
| СТОЛ | ||
| Размер стола/палеты | мм × мм | 800 × 1200 |
| Тобразный паз (кол-во × размер × ход) | 5 × 18 × 100 | |
| Количество позиций индексации | ° × поз. | 1° × 360 |
| Макс. нагрузка на стол/палету | кгс | 2000 |
| ШПИНДЕЛЬ И ОСИ | ||
| Конус шпинделя | 7 / 24 № 50 | |
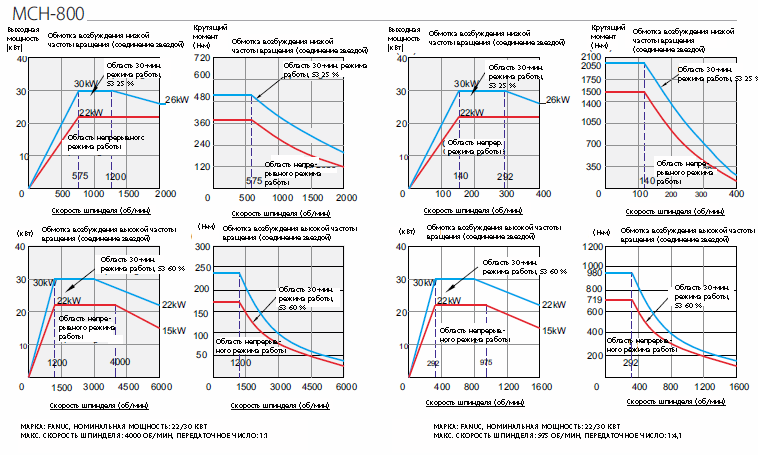
| Скорость шпинделя — станд. | об/мин | 40-4000 |
| Мощность шпинделя — станд. | кВт | 30/22 |
| Быстрое перемещение — X / Y / Z | м/мин | 40/40/40 |
| Скорость подачи | мм/мин | 1-10000 |
| Тип направляющей | Линейная |
| Точность — по ISO 230‒2 | ||
| Точность позиционирования | мм | 0,015 |
| Повторяемость | мм | ±0,003 |
| Устройство автоматической смены инструмента | ||
| Система смены инструмента | Двухзахватная рука | |
| Емкость инструментального магазина — станд./опц. | шт. | 60 |
| Штревель — станд. — опц. | DIN 69872 | |
| Макс. диаметр инструмента, когда соседние гнезда заняты | мм | 125 |
| Макс. диаметр инструмента при свободных соседних гнездах | мм | 250 |
| Макс. длина инструмента | мм | 400 |
| Макс. вес инструмента | кгс | 20 |
| Время от стружки до стружки | с | 10 |
| Тип хвостовика инструмента | BT‒50 | |
| Система ЧПУ FANUC – Станд. | 0iMD | |
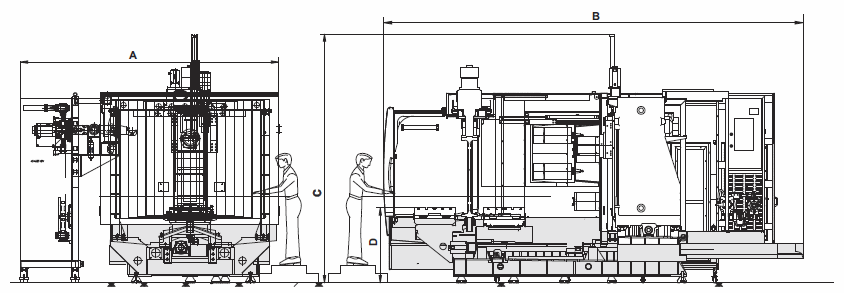
| Монтажные данные | ||
| Занимаемая площадь | мм × мм | 4380 × 8500 |
| Высота станка | мм | 4450 |
| Вес станка в базовой конфигурации | кгс | 25000 |
| Источник питания (станок в базовой комплектации) | кВА | 50 |
- Хвостовик инструмента BT‒50
- 60 позиционное устройство АСИ
- Подача СОЖ поливом
- Пистолет для СОЖ, смывание стружки
- Индексируемый стол — 1° × 360 позиций
- Устройство автоматической смены паллет — маятниковое
- Спиральный транспортер
- Лазерная калибровка и измерение датчиком с шариковым наконечником
- Панельный охладитель для электрошкафа
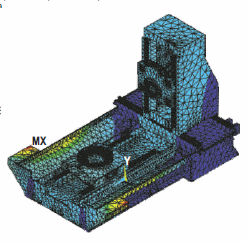
При конструировании станка применялся анализ методами конечных элементов для проверки жесткости и устойчивости конструкции под воздействием и статических, и динамических нагрузок. Процесс МКЭ облегчил оптимизацию конструктивных элементов станка с повышением их прочности и пригодности для решения разнообразных задач.

Быстроходные шпиндели. Квадруплексное расположение «спиной к спине», с оптимальным предварительным нагружением и консистентной смазкой. Для улучшения рабочих характеристик шпиндели динамически отбалансированы. Шпиндели BT могут поставляться с конусом HSK.

MCH-630 и 800 оснащаются 60 позиционным АСИ для конуса шпинделя BT50.
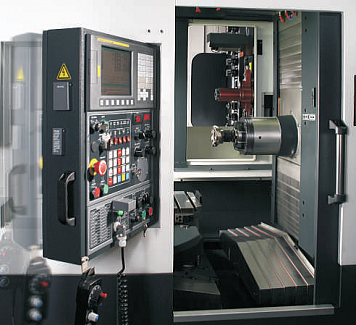
При конструировании станков эргономике уделяется не меньшее внимание, чем функциональным аспектам. Учитываются такие моменты, как оптимальная высота загрузки заготовки, легкость доступа к шпинделю, простота удаления стружки, удобство в обслуживании и др. По желанию на станках устанавливаются элементы комплексного профилактического обслуживания (Total Productive Maintenance, TPM).