
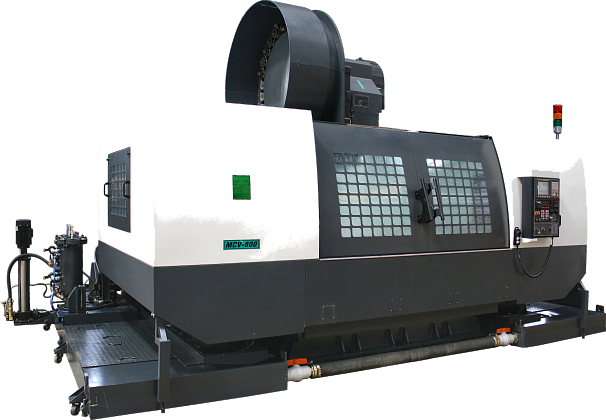
MCV-800-50



0 руб.
Добавить в корзину| Ед. изм. | Величина | |
| Обрабатывающая способность | ||
| Продольное перемещение стола (Ось Х) | мм | 2000 |
| Поперечное перемещение стола (ось Y) | мм | 810 |
| Перемещение передней бабки (ось Z) | мм | 810 |
| Расстояние от торца шпинделя до верхней поверхности стола | мм | 175х985 |
| Высота стола от пола | мм | 1050 |
| СТОЛ | ||
| Размер стола | мм × мм | 2400 × 810 |
| Т-образный паз (кол-во × размер × ход) | 6 × 18 × 125 | |
| Макс. нагрузка на стол | кгс | 2000 |
| ШПИНДЕЛЬ И ОСИ | ||
| Конус шпинделя | 7 / 24 № 50 | |
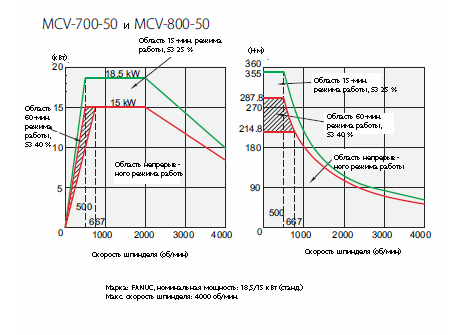
| Скорость шпинделя — станд. | об/мин | 40-4000 |
| Мощность шпинделя — станд. | кВт | 18,5/15 |
| Быстрое перемещение — X / Y / Z | м/мин | 18/18/18 |
| Скорость подачи | мм/мин | 1-10000 |
| Тип направляющих | линейные |
| Устройство автоматической смены инструмента | ||
| Система смены инструмента | Двухзахватная рука | |
| Емкость инструментального магазина — станд. / опц. | шт. | 20/30 |
| Штревель | DIN 69872 | |
| Макс. диаметр инструмента, когда все гнезда заняты | мм | 125 |
| Макс. диаметр инструмента при свободных соседних гнездах | мм | 250 |
| Макс. длина инструмента | мм | 350 |
| Макс. вес инструмента | кгс | 20 |
| Время от стружки до стружки** | с | 11 |
| Тип хвостовика инструмента | BT‒50 | |
| Система ЧПУ станд. — FANUC | 0iM‒D | |
| Вес станка в базовой конфигурации | кгс | 18000 |
| Источник питания (станок в базовой комплектации) | кВА | 40 |
- Жесткое резьбонарезание
- Хвостовик инструмента: BT‒50
- Мощность шпинделя: 18,5/15 кВт
- Трехступенчатая лампа-индикатор
- Рабочее освещение
- Полное ограждение
- Бак для СОЖ и поддон для стружки
- Подача СОЖ поливом, смывание стружки и пистолет для СОЖ
- Лазерная калибровка и измерение датчиком с шариковым наконечником
- 20-позиционное устройство АСИ с боковым расположением для моделей с BT‒50
- Панельный охладитель для электрошкафа
У станков конструктивные элементы выполнены из чугуна с мех. обработкой. Они обеспечивают поддержание встроенных точностных характеристик. Станки конструируются, изготавливаются, собираются и испытываются из расчета очень сложных условий эксплуатации.

Станки оборудованы шпинделем высокой жесткости, предназначенным для решения широкого спектра задач. AMS строго соблюдает технологию сборки и установки шпинделя на станок. Эти станки оборудуются BT‒40 либо BT‒50.

Характеристики геометрической точности станка подвергаются строгому контролю в целях соответствия высочайшим стандартам точности. Точность позиционирования и повторяемость проверяются с помощью прецизионной лазерной установки, а геометрические ошибки выявляют датчиком с шариковым измерительным наконечником. Высочайшая круглость обеспечивается посредством настройки параметров.