
MCV-300




| Ед. изм. | Величина | |
| Обрабатывающая способность | ||
| Продольное перемещение стола (Ось Х) | мм | 400 |
| Поперечное перемещение стола (ось Y) | мм | 350 |
| Перемещение передней бабки (ось Z) | мм | 320 |
| Расстояние от торца шпинделя до верхней поверхности стола | мм | 135х455 |
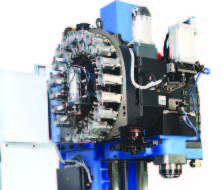
| Высота стола от пола | мм | 830 |
| СТОЛ | ||
| Размер стола | мм × мм | 650 × 350 |
| Тобразный паз (кол-во × размер × ход) | 3 × 14 × 125 | |
| Макс. нагрузка на стол станд./опц. | кгс | 400 |
| ШПИНДЕЛЬ И ОСИ | ||
| Конус шпинделя | 7 / 24 № 40 | |
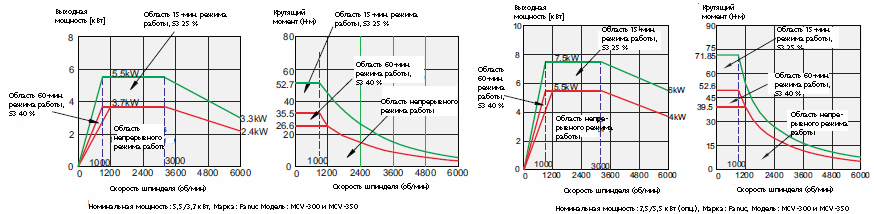
| Скорость шпинделя — станд. | об/мин | 60-6000 |
| Скорость шпинделя — опц. 1 | об/мин | 80-8000 |
| Скорость шпинделя — опц. 2 | об/мин | 100-10000 |
| Мощность шпинделя — станд. | кВт | 5,5/3,7 |
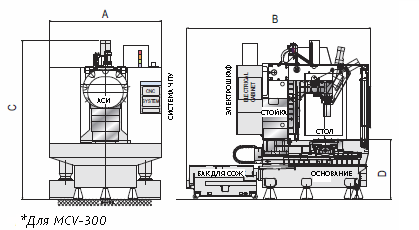
| Мощность шпинделя — опц. | кВт | 7,5/5,5 |
| Быстрое перемещение — X/Y/Z — станд. | м/мин | 40/40/40 |
| Скорость подачи | мм/мин | 1-10000 |
| Тип направляющих | линейные |
| Устройство автоматической смены инструмента | ||
| Система смены инструмента | Дисковая безрычажная | |
| Емкость инструментального магазина — станд. / опц. | шт. | 12 |
| Штревель | DIN 69872/ MAS-403 | |
| Макс. диаметр инструмента, когда все гнезда заняты | мм | 125 |
| Макс. длина инструмента | мм | 250 |
| Макс. вес инструмента | кгс | 6 |
| Время от стружки до стружки | с | 4,5/4 |
| Тип хвостовика инструмента | BT-40 | |
| Система ЧПУ станд. — FANUC | 0iMate MD | |
| Монтажные данные | ||
| Вес станка в базовой конфигурации | кгс | 3300 |
| Источник питания (станок в базовой комплектации) | кВА | 12/15 |
- Жесткое резьбонарезание
- Хвостовик инструмента: BT‒40
- Мощность шпинделя: 5,5/3,7 кВт
- Трехступенчатая лампа-индикатор
- Рабочее освещение
- Полное ограждение
- Бак для СОЖ и поддон для стружки
- Лазерная калибровка и измерение датчиком с шариковым наконечником
- 12позиционное устройство АСИ с передним расположением
- Панельный охладитель для электрошкафа


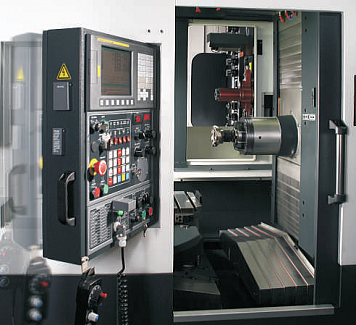
Станки оборудованы шпинделем высокой жесткости, предназначенным для решения широкого спектра задач, в т.ч. резания на тяжелых режимах. До пробной мех обработки шпиндели проверяются на биение и вибрации.
Станки, оснащенные конусами BT40 оснащены устройством АТС как дискового типа, так и устройствами АТС с двойной рукой, которые устанавливаются в боковой части станка. Каждый узел проходит многочисленные проверки на каждой ступени сборки и это делается для того, чтобы повысить надежность станка. Станки можно оснастить устройствами АТС различной емкости.
В конструкции станков, в дополнение к аспекту функциональности, очень большое внимание уделяется эргономическому аспекту. Оптимальная высота загрузки заготовок, простой доступ к шпинделю, простота удаления стружки, удобство проведения технического обслуживания – это лишь немногие аспекты, которым уделяется пристальное внимание.

Устройство автоматической смены паллет АРС идет в качестве опции; установка этого устройства значительно увеличивает производительность. Система автоматической смены паллет на станке позволяет сократить непроизводительное время при мех обработке. На одной паллете может проводиться обработка, в то время как вторая будет использоваться для подготовки (установка и закрепление деталей и т. п.).