
Вертикально-фрезерный обрабатывающий центр AMS MCV-450XL


1. Технические характеристики
|
Наименование |
Ед. изм. |
Величина |
|
Обрабатывающая способность |
||
|
Продольное перемещение стола (Ось Х) |
мм |
800 |
|
Поперечное перемещение стола (ось Y) |
мм |
450 |
|
Перемещение передней бабки (ось Z) |
мм |
500 |
|
Расстояние от поверхности торца шпинделя до верхней поверхности стола |
мм |
175…675 |
|
Высота стола от пола |
мм |
925 |
|
СТОЛ |
||
|
Размер стола |
мм × мм |
1000 × 450 |
|
Тобразный паз (кол-во × размер × ход) |
4 × 18 × 100 |
|
|
Макс. нагрузка на стол станд./опц. |
кгс |
500 |
|
ШПИНДЕЛЬ И ОСИ |
||
|
Конус шпинделя |
7/24 № 40 |
|
|
Скорость шпинделя — станд. |
об/мин |
80-8000 |
|
Скорость шпинделя — опц. 1 |
об/мин |
100-10000 |
|
Мощность шпинделя — станд. |
кВт |
11/7,5 |
|
Мощность шпинделя — опц. |
кВт |
15/11 |
|
Быстрое перемещение — X/Y/Z — станд. |
м/мин |
40/40/40 |
|
Скорость подачи |
мм/мин |
1-10000 |
|
Тип направляющих |
линейные |
|
|
Точность — по ISO 230‒2 |
|
|
|
Точность позиционирования |
мм |
0,01 |
|
Повторяемость |
мм |
±0,003 |
|
Устройство автоматической смены инструмента |
|
|
|
Система смены инструмента |
|
Двухзахватная рука |
|
Емкость инструментального магазина — станд./опц. |
шт |
24/30 |
|
Штревель |
|
DIN 69872 / MAS‒403 |
|
Макс. диаметр инструмента, когда все гнезда заняты |
мм |
80/75 |
|
Макс. диаметр инструмента при свободных соседних гнездах |
мм |
155/125 |
|
Макс. длина инструмента |
мм |
250 |
|
Макс. вес инструмента |
кгс |
8 |
|
Время от стружки до стружки |
с |
4,7 |
|
Тип хвостовика инструмента |
|
BT‒40 |
|
Система ЧПУ — станд. FANUC |
|
0i MD |
|
Система ЧПУ — опц. Siemens |
|
828 D |
|
Монтажные данные |
|
|
|
Занимаемая площадь |
мм×мм |
2200 × 3100 |
|
ВЫСОТА СТАНКА |
мм |
2650 |
|
Вес станка в базовой конфигурации |
кгс |
5400 |
|
Источник питания (станок в базовой комплектации) |
кВА |
25 |
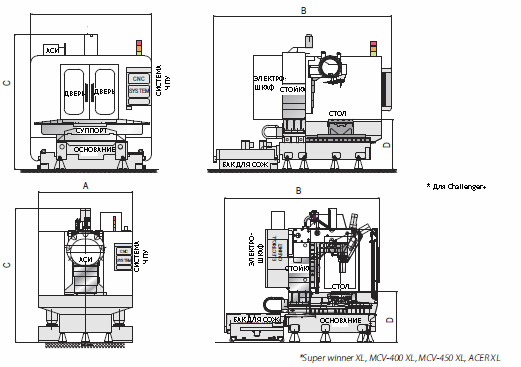
2. Габаритные размеры
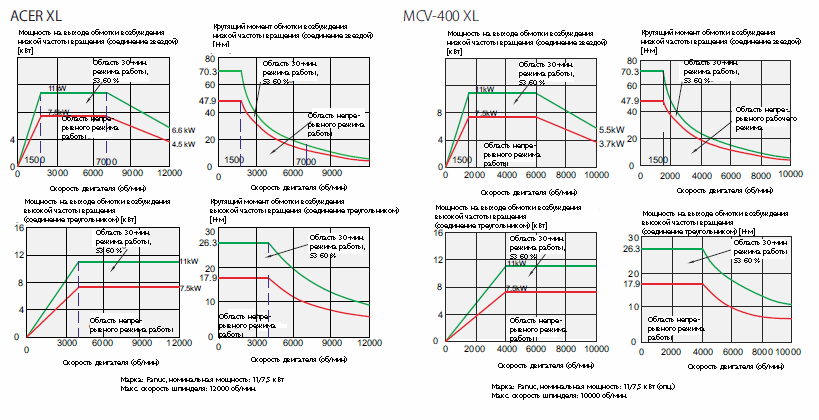
3. Графики крутящего момента
4. Отличительные особенности
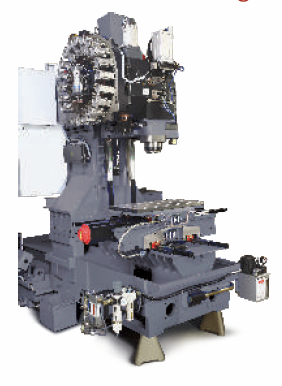
У всех станков конструктивные элементы выполнены из чугуна с мехобработкой. Они обеспечивают поддержание встроенных точностных характеристик. Станки конструируются, изготавливаются, собираются и испытываются из расчета очень сложных условий эксплуатации.

Высокоскоростные станки оборудованы быстроходными шпинделями высокой жесткости. Предназначены для решения широкого диапазона задач. Шпиндель с прямым приводом рядного подключения соединен с двигателем напрямую, что позволяет снизить нагрев, шум и вибрацию. Эти станки оборудуются BT‒40 либо HSK A63. До пробной мехобработки шпиндели проверяются на биение и вибрации.

При конструировании наших станков эргономике уделяется не меньшее внимание, чем функциональным аспектам. Учитываются такие моменты, как оптимальная высота загрузки заготовки, легкость доступа к шпинделю, простота удаления стружки, удобство в обслуживании и др. По желанию на станках устанавливаются элементы комплексного профилактического обслуживания (Total Productive Maintenance, TPM).

| Показатель | Величина |
|---|---|
| Бренд | ACE Manufacturing Systems |
| Двигатель шпинделя, кВт | 11/7,5 |
| Тип станка | Вертикально-фрезерный центр |
| Рабочая зона, мм | 1000х450 |
| Частота вращения шпинделя, об/мин | 80-8000 |