
Токарный центр ACE Designers LT-20 C Classic 500


1. Технические характеристики
|
Наименование |
Ед.изм. |
Величина |
|
Система ЧПУ |
- |
Fanuc 0i-TF |
|
Диаметр, устанавливаемый над суппортом |
мм |
290 |
|
Максимальный обрабатываемый диаметр |
мм |
370 |
|
Типоразмер присоединительного конца главного шпинделя |
- |
A2-6 / A2-8 |
|
Максимальный обрабатываемый пруток |
мм |
51 / 74 /76 |
|
Диаметр сквозного отверстия главного шпинделя |
мм |
63 / 86 |
|
Внутренний диаметр переднего подшипника |
мм |
100 / 120 |
|
Диапазон частоты вращения главного шпинделя |
об/мин |
4000 / 3500 |
|
Двигатель шпинделя |
- |
Alpha серия |
|
Мощность двигателя шпинделя (30 мин) |
кВт |
15 |
|
Двигатель шпинделя Power (Continuous rating) |
кВт |
11 |
|
Размер патрона |
мм |
210 / 254 |
|
Гидроцилиндр |
- |
S-1552 / S-1875 / S-1877 |
|
Револьверная голова |
- |
BTP-80 / BTP-100 |
|
Количество инструментов |
- |
8 / 12 |
|
Максимальный диаметр расточной оправки |
мм |
40 |
|
Сечение резцовой державки |
мм |
25×25 |
|
Тип крепления инструмента |
- |
нет |
|
Мощность приводного инструмента |
кВт |
нет |
|
Частота вращения приводного инструмента |
об/мин |
нет |
|
Крутящий момент приводного инструмента |
Нм |
нет |
|
Направляющие оси Х |
- |
скольжения |
|
Ход по оси X |
мм |
205 |
|
Скорость быстрого хода по оси Х |
м/мин |
20 |
|
Диаметр и шаг ШВП по оси Х |
мм |
32×10 |
|
Модель двигателя подачи оси X |
- |
Alpha серия |
|
Крутящий момент двигателя по оси Х |
Нм |
12 |
|
Направляющие оси Z |
- |
скольжения |
|
Ход по оси Z |
мм |
500 |
|
Скорость быстрого хода по оси Z |
м/мин |
20 |
|
Диаметр и шаг ШВП по оси Z |
мм |
40х10 |
|
Модель двигателя подачи оси Z |
- |
Alpha серия |
|
Крутящий момент двигателя по оси Z |
Нм |
12 |
|
Диаметр пиноли задней бабки |
мм |
80 |
|
Перемещение пиноли задней бабки |
мм |
120 |
|
Осевое усилие задней бабки (макс.) |
кгс |
500 |
|
Тип вращающегося центра задней бабки |
- |
Удлиненный |
|
Конус пиноли |
- |
МТ-4 |
|
Насос СОЖ |
- |
RKM 0608 |
|
Емкость бака СОЖ |
л |
110 |
|
Производительность гидравлического насоса |
л/мин |
14 |
|
Емкость гидравлического бака |
л |
45 |
|
Давление в системе |
кг/см² |
30 |
|
Габаритные размеры станка (Д X Ш X В) |
мм |
2498х1587х1705 |
|
Вес станка |
кг |
4,000 |
2. Комплектакция
- Шпиндель картриджного типа
- Привод шпинделя переменного тока
- Приводы по осям переменного тока
- Высокоскоростная револьверная головка, работающая в двух направлениях
- Направляющие скольжения с турситовым покрытием
- Задняя бабка с вращающимся центром
- Автоматическая централизованная система смазки
- Встроенная система освещения и упор для исключения перехода за установленные пределы по осям
- Блок инструментов для токарной обработки по наружному диаметру (8 шт.)
- Державка расточной оправки (4 шт.)
- Державка для подрезных резцов (2 шт.)
- Набор втулок
- Система охлаждения с боковым лотком
- Программируемая пиноль
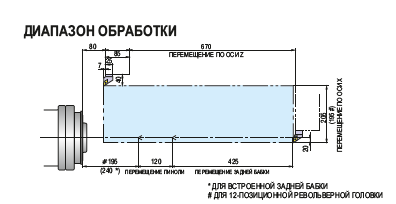
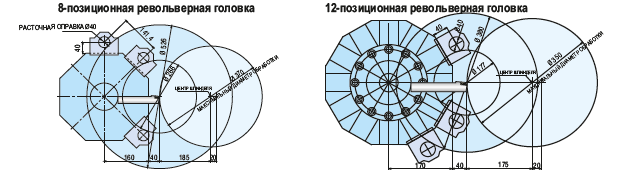
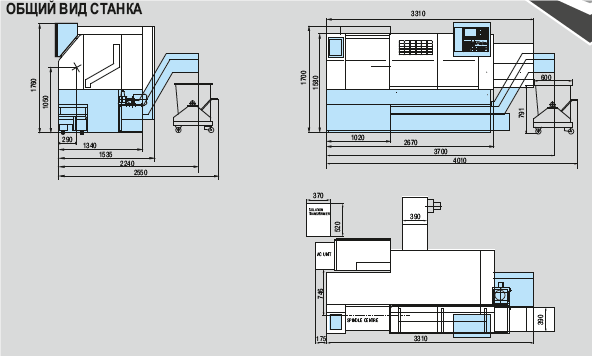
3. Габаритные размеры
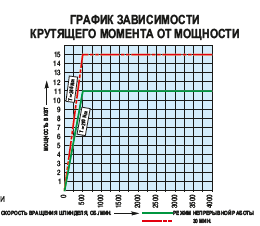
4. Графики крутящего момента
5. Отличительные особенности
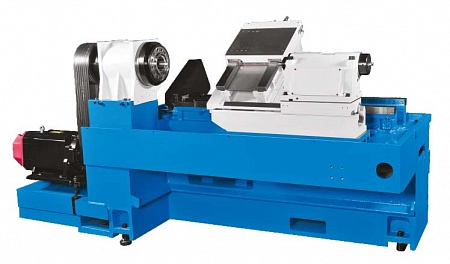
Цельнолитая станина, изготовленная из мелкозернистого чугуна марки 25 имеет конструкцию коробчатого типа и развитую систему ребер жесткости. Данная конструкция обеспечивает максимальную жесткость и термостабильность. Станина спроектирована таким образом, чтобы обеспечивать простоту удаления стружки. Поддон для стружки расположен под зоной резания. В боковой или задней частях станка можно дополнительно установить конвейер для сбора стружки.

Шпиндель картриджного типа проходит сборку и проверку в специально отведенном чистом помещении. Конфигурация опорного узла дает очень хорошую жесткость шпиндельному узлу как в аксиальном, так и в радиальном направлениях. Дополнительная смазка подшипников не требуется. Двигатель шпинделя с высоким крутящим моментом обеспечивает достаточную мощность для снятия большого количества металла и работы в тяжелых условиях.

Оси X и Z отличаются высокоточными ШВП большого диаметра, поддерживаемые с обеих сторон высокоточными подшипниками. ШВП предварительно натянуты с целью минимизации воздействия температурных колебаний. Широкое расположение направляющих обеспечивает стабильность, они полностью защищены и упрочнены. Сопрягающиеся поверхности покрыты турситом для уменьшения износа и улучшения характеристик трения; обработка также исключает появление царапин. Автоматизированная система смазки работает по всей длине направляющих и ШВП.

Блокировка при превышении нагрузки - на обеих осях установлены системы автоматического отключения питания при перегрузке, за счет чего значительно сокращается количество повреждений.
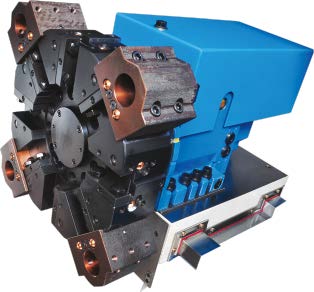
Поворачиваемая в двух направлениях револьверная головка позволяет выполнять индексацию в том или другом направлении, что значительно сокращает время индексирования. Состоящее из трех компонентов, зацепленное с V-образными зубьями соединение позволяет производить индексацию инструмента без подъема. Эта функция обеспечивает хорошую повторяемость, точность позиционирования и жесткость.
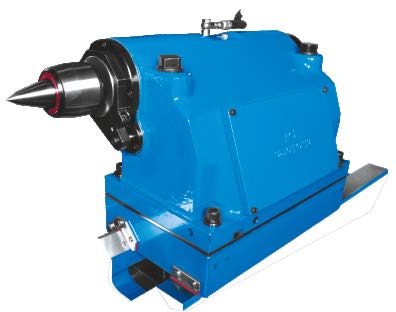
Задняя бабка состоит из пиноли с гидравлическим приводом, которая перемещается во внутренней части корпуса. Пиноль и корпус двигаются независимо друг от друга. Задняя бабка опирается на V-образные и плоские направляющие. Широкое расположение направляющих и конструкция задней бабки, рассчитанная на обработку в тяжелых условиях, обеспечивают жесткость станка. Пиноль активизируется путем нажатия на педаль. В качестве опции можно установить программируемую заднюю бабку.
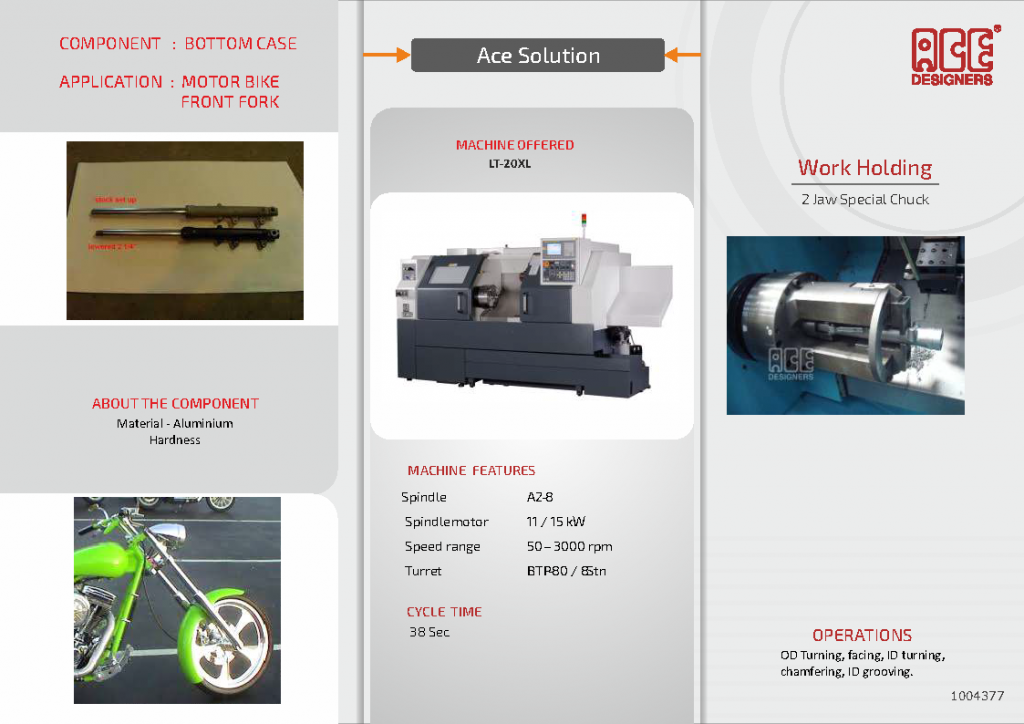
6. Примеры работ.




| Показатель | Величина |
|---|---|
| Бренд | ACE Designers |
| Двигатель шпинделя, кВт | 11 |
| Тип станка | Токарный центр |
| Макс. диаметр точения, мм | 370 |
| Частота вращения шпинделя, об/мин | 4000 |