
Вертикальный токарный центр с функцией фрезерования ACE Designers VTL-30 M


Данный станок идеально подходит для токарной обработки тяжелых крупногабаритных заготовок большого диаметра, например, маховых колес, тормозных барабанов, больших зубчатых передач и т.д. Станок имеет все возможности, обеспечивающие простоту загрузки и снятия крупных заготовок. Данный станок не занимает много места по сравнению с горизонтальным станком, на котором обрабатываются такие же заготовки.
1. Технические характеристики
|
Наименование |
Ед.изм. |
Величина |
|
Система ЧПУ |
Fanuc 0i-TF |
|
|
Диаметр, устанавливаемый над станиной |
мм |
800 |
|
Максимальная обрабатываемая длина |
мм |
615 |
|
Максимальный обрабатываемый диаметр |
мм |
425 |
|
Типоразмер присоединительного конца главного шпинделя |
A2-8 |
|
|
Внутренний диаметр переднего подшипника |
мм |
120 |
|
Диапазон частоты вращения главного шпинделя |
об/мин |
2500 |
|
Двигатель шпинделя |
Alpha серия |
|
|
Мощность двигателя шпинделя (30 мин) |
кВт |
22 |
|
Двигатель шпинделя Power (Continuous rating) |
кВт |
18,5 |
|
Размер патрона |
мм |
254 / 304 / 381 |
|
Гидроцилиндр |
Y-1225RE / Y-1530RE / Y-2035RE |
|
|
Револьверная голова |
Duplomatic |
|
|
Количество инструментов |
12 |
|
|
Максимальный диаметр расточной оправки |
мм |
40 |
|
Сечение резцовой державки |
мм |
25 x 25 |
|
Тип крепления инструмента |
VDI-40 |
|
|
Мощность приводного инструмента |
кВт |
4,5 |
|
Частота вращения приводного инструмента |
об/мин |
4000 |
|
Крутящий момент приводного инструмента |
Нм |
22 |
|
Направляющие оси Х |
- |
направляющие качения |
|
Ход по оси X |
мм |
300 |
|
Скорость быстрого хода по оси Х |
м/мин |
20 |
|
Диаметр и шаг ШВП по оси Х |
мм |
32 х 10 |
|
Модель двигателя подачи оси X |
- |
Alpha серия |
|
Крутящий момент двигателя по оси Х |
Нм |
22 |
|
Направляющие оси Z |
- |
направляющие качения |
|
Ход по оси Z |
мм |
625 |
|
Скорость быстрого хода по оси Z |
м/мин |
20 |
|
Диаметр и шаг ШВП по оси Z |
мм |
40 х 10 |
|
Модель двигателя подачи оси Z |
- |
Alpha серия |
|
Крутящий момент двигателя по оси Z |
Нм |
22 |
|
Насос СОЖ |
- |
RKM 0608 |
|
Емкость бака СОЖ |
л |
260 |
|
Производительность гидравлического насоса |
л/мин |
14 |
|
Емкость гидравлического бака |
л |
45 |
|
Давление в системе |
кг/см² |
30 |
|
Габаритные размеры станка (Д X Ш X В) |
мм |
1840×2210×2950 |
|
Вес станка |
кг |
9000 |
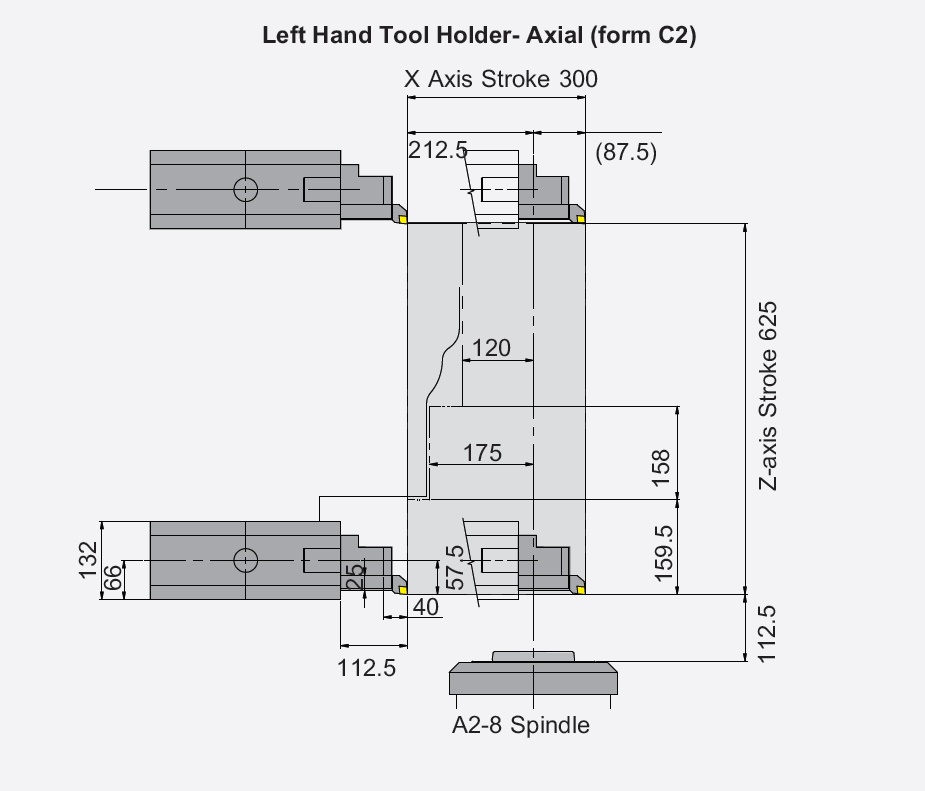
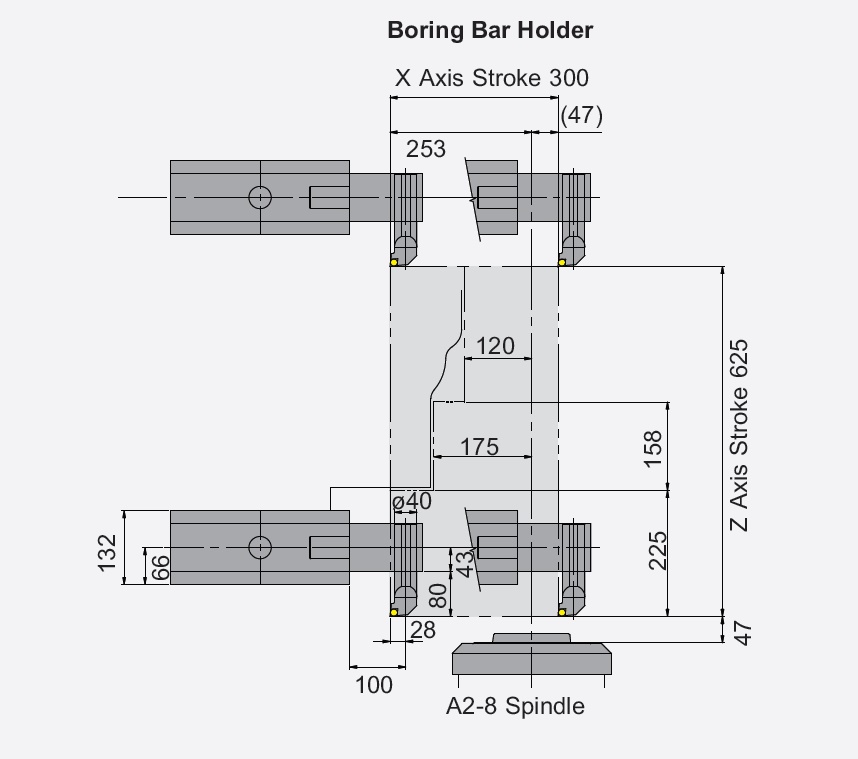
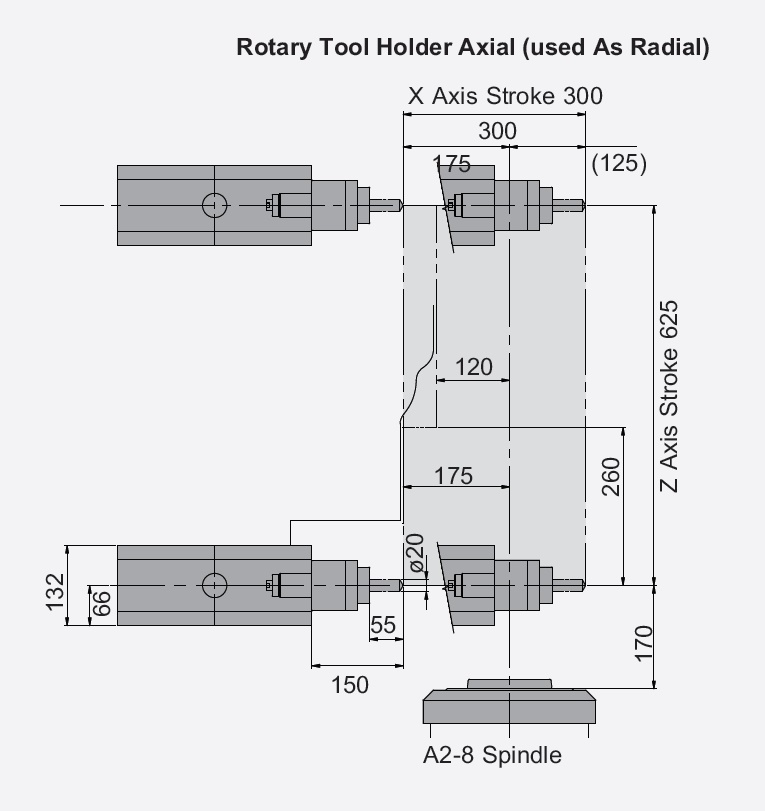
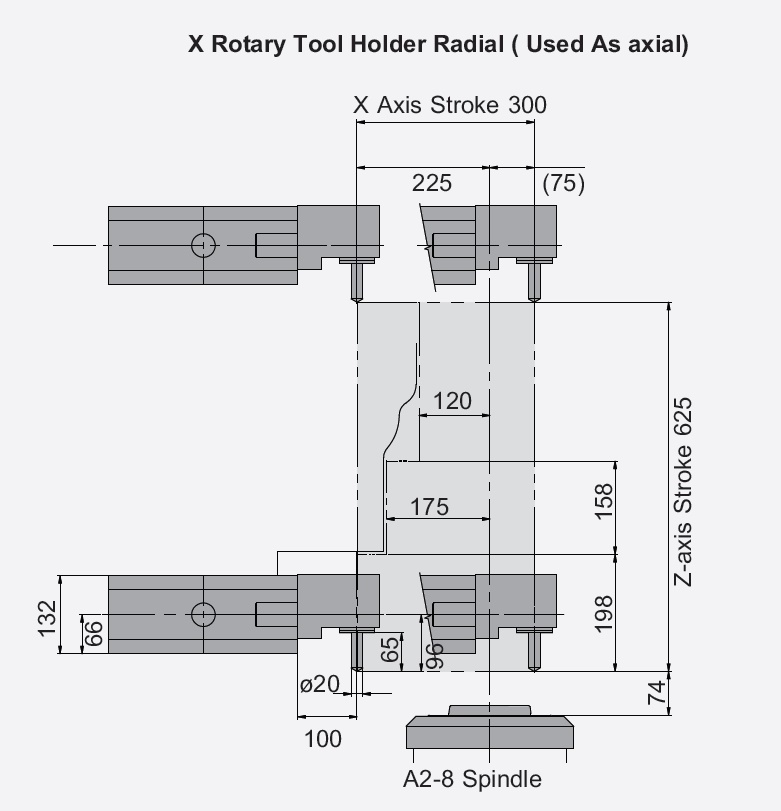
2. Габаритные размеры


3. Графики крутящего момента


4. Отличительные особенности

Конструкция станка оптимизирована по технологии FEM (измерения методом конечных элементов). Виртуальное прототипирование помогло получить жесткую конструкцию и увеличить стойкость инструмента, минимизировать уровень вибрации и увеличить мощность. Станина и колонна отлиты из чугуна марки 25 . Конструкция коробчатого типа имеет развитую систему ребер жесткости и отличается высокой степенью стабильности в работе и сопротивления температурам.

Шпиндель картриджного типа проходит сборку и проверку в специально отведенном термоконстантном помещении. Конфигурация опорного узла дает очень хорошую жесткость шпиндельному узлу как в аксиальном, так и в радиальном направлениях. Дополнительная смазка подшипников не требуется. Двигатель шпинделя с высоким крутящим моментом обеспечивает достаточную мощность для снятия большого количества металла и работы в тяжелых условиях.

На обеих осях установлены системы автоматического отключения питания при перегрузке, за счет чего значительно сокращается количество повреждений. Гидравлический противовес установлен по оси Z и используется для определения воздействия силы притяжения на направляющих, тем самым обеспечивая максимальные показатели крутящего момента двигателя при резании. Также эта функция позволяет предотвратить поломку направляющих в случае переключения упора по оси Z.

Поворачиваемая в двух направлениях револьверная головка позволяет выполнять индексацию в том или другом направлении, что значительно сокращает время индексирования. Состоящее из трех компонентов, зацепленное с V-образными зубьями соединение позволяет производить индексацию инструмента без подъема. Эта функция обеспечивает хорошую повторяемость, точность позиционирования и жесткость.

Оси X и Z отличаются высокоточными ШВП большого диаметра, поддерживаемые с обеих сторон высокоточными подшипниками. ШВП предварительно натянуты с целью минимизации воздействия температурных колебаний. Широкое расположение усиленных направляющих обеспечивает стабильность. ШВП и направляющие линейного перемещения защищены телескопическим кожухом. Автоматизированная система смазки работает по всей длине направляющих и ШВП.

Проверка ШВП с помощью измерительной головки с шариковым наконечником - данный вид проверки используется для проверки точности круговой интерполяции станка с ЧПУ. Одновременно проверяются геометрия, сервосистема, ошибки циклов.
5. Примеры работ.



| Показатель | Величина |
|---|---|
| Бренд | ACE Designers |
| Двигатель шпинделя, кВт | 18,5/15 |
| Тип станка | Вертикальный токарный центр с функцией фрезерования |
| Макс. диаметр точения, мм | 425 |
| Макс. длина точения, мм | 615 |
| Частота вращения шпинделя, об/мин | 2500 |