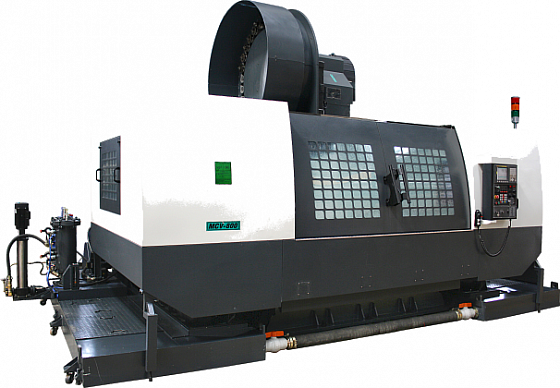
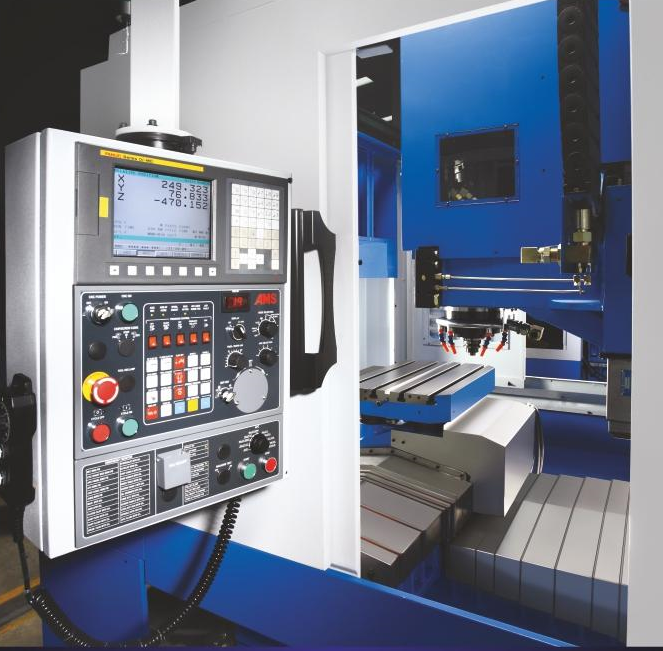
Высокопроизводительные вертикальные обрабатывающие центры MCV успешно выполняют нагруженные черновые операции и обеспечивают высокую точность при финишной обработке компонентов.
1.Технические характеристики:
Показатель
Ед.изм.
Величина
Размер стола
мм
1200×550
Т-образные пазы (число × ширина × шаг)
мм
5×18×100
Перемещение по оси X
мм
1000
Перемещение по оси Y
мм
550
Перемещение по оси Z
мм
550
Допустимая нагрузка на стол
кг
800
Расстояние от торца шпинделя до поверхности стола
мм
125-675
Расстояние от центра шпинделя до направляющих оси Z
мм
620
Тип направляющих по осям X, Y
–
Качения
Тип направляющих по оси Z
–
Качения
Крутящий момент на осях X / Y / Z
Нм
20 / 20 / 36
Скорость быстрых перемещений X / Y / Z
м/мин
32 / 32 / 24
Диапазон рабочих подач
мм/мин
1-10 000
Точность позиционирования
мм
0,01
Повторяемость
мм
±0,003
Тип хвостовика инструмента
–
BT-40
Применяемый штревель
–
DIN 69872 Form-B
Инструментальный магазин
ед
20
Наибольший диаметр инструмента (со смежным инструментом в магазине)
мм
80
Наибольший диаметр инструмента (без смежного инструмента в магазине)
мм
155
Наибольшая длина инструмента
мм
250
Наибольший вес инструмента
кг
20
Время смены инструмента “от стружки к стружке”
с
4.5 / 6.8
Диаметр подшипника на шпинделе
мм
70
Посадочный конус шпинделя
–
7/24 №40
Частота вращения шпинделя
мин-1
60-6000
Мощность шпинделя (15мин. / пост.)
кВт
16.5 / 11
Объем бака для СОЖ
л
300
Объем устройства автоматической смазки (общий / полезный)
л
5 / 4
Необходимое давление пневмосети
кгс/см2
5
Система ЧПУ
–
SIEMENS 828D
Высота
мм
3500
Площадь основания
мм
3700×2760
Вес
кг
7500
2. Комплектакция
Стандартная комплектация
Система ЧПУ SIEMENS 828D с 8,4” цветным LCD экраном
Приводы осей перемещения и шпинделя фирмы SIEMENS
Автоматический сменщик инструмента типа «двойная рука»
Цикл жесткого нарезания резьбы
3-х уровневая сигнальная лампа
Система слежения за износом инструмента
Освещение рабочей зоны
Полностью герметичный защитный кожух
Охлаждение электрошкафа
Устройство блокировки открытия передней двери защитного кожуха
Упругие муфты на осях X, Y и Z
Предварительный натяг осей
Централизованная система смазки
Контр балансировка оси Z
3. Отличительные особенности
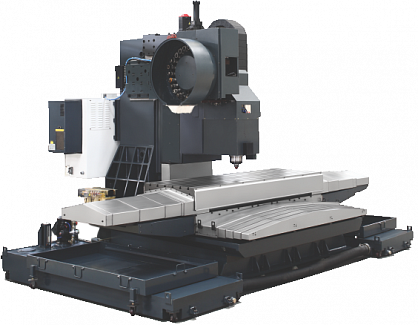
Все поставляемые обрабатывающие центры имеют цельнолитые станины из серого чугуна, спроектированные с использованием метода конечных элементов. Оптимальная конструкция станины позволяет достигать максимальную жесткость в процессе обработки.
Считается, что шпиндель - это сердце станка, поэтому особое внимание уделяется его производству и сборке на заводе в Индии. Передача вращения на шпиндель осуществляется от двигателей производства Fanuc или Siemens через прямой привод или ременную передачу. Модели станков УиП могут быть оснащены шпинделями с конусами ВТ-30, ВТ-40 и ВТ-50.
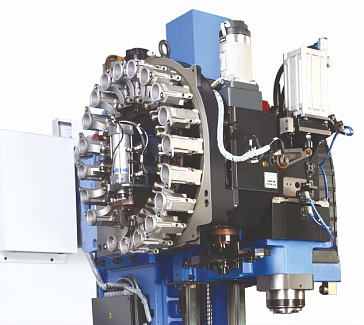
Станки оснащены устройством автоматической смены инструмента (АСИ) с двойной рукой, которое устанавливается в боковой части станка. Многочисленные проверки на каждом этапе производства позволяют повысить надежность данного узла и станка в целом. Станки можно опционально оснастить устройствами АСИ различной ёмкости.
В конструкции станков особое внимание уделяется эргономичности: оптимальной высоте загрузки заготовок, свободному доступу к шпинделю, простоте удаления стружки и удобству проведения технического обслуживания.




 Станки оснащены устройством автоматической смены инструмента (АСИ) с двойной рукой, которое устанавливается в боковой части станка. Многочисленные проверки на каждом этапе производства позволяют повысить надежность данного узла и станка в целом. Станки можно опционально оснастить устройствами АСИ различной ёмкости.
Станки оснащены устройством автоматической смены инструмента (АСИ) с двойной рукой, которое устанавливается в боковой части станка. Многочисленные проверки на каждом этапе производства позволяют повысить надежность данного узла и станка в целом. Станки можно опционально оснастить устройствами АСИ различной ёмкости.
 В конструкции станков особое внимание уделяется эргономичности: оптимальной высоте загрузки заготовок, свободному доступу к шпинделю, простоте удаления стружки и удобству проведения технического обслуживания.
В конструкции станков особое внимание уделяется эргономичности: оптимальной высоте загрузки заготовок, свободному доступу к шпинделю, простоте удаления стружки и удобству проведения технического обслуживания.